Talaşlı İmalat Nedir:
Talaşlı imalat, malzemeye istenen özellikleri kazandırmak (yüzey, şekil ve boyut) için takım vasıtasıyla güç kullanılarak yapılır. Böylelikle iş parçası üzerinden tabaka şeklinde malzeme kaldırılır. Bu operasyona talaşlı imalat denir. Ayrılan malzeme tabakasına da talaş denir.

Aşağıdaki video ile metal talaşlı imalat örneklerini görebilirsiniz. CNC metal talaşlı imalat nasıl yapılır inceleyebilirsiniz; Metal Talaşlı İmalat Örnekleri
Talaşlı İmalat Yöntemleri Nelerdir:
Talaşlı imalat yöntemleri; Boyutları, yüzey kalitesi önceden belirlenmiş parçalar üzerinde uygulanır. Bu parçaların talaş kaldırma operasyonları ile şekillendirilmesini kapsar.
Talaşlı imalat yöntemleri dokuz ana grupta sıralanabilir:
- Tornalama
- Frezeleme
- Delik Delme
- Broşlama
- Raybalama
- Vargel ve Planyalama
- Taşlama
- Honlama
- Lepleme
Talaşlı İmalat Tezgahları Nelerdir:
Talaşlı imalat tezgahları diğer bir ifade ile talaşlı imalat makineleri çok çeşitli sınıflara ayrılır. Genel itibariyle bu tezgahlar yaptıkları operasyonun adı ile isimlendirilir. Örneğin tornalama operasyonu yapan tezgaha torna tezgahı denir.
Talaşlı İmalat Tezgahları Kontrol Ünitesi Yönüyle 3 Gruba Ayrılır;
Manuel(geleneksel) Takım Tezgahları:

Manuel tezgahlar, talaş kaldırma işlemi yaparken herhangi bir kontrol üniteleri bulunmaz. Operatör tezgahı manuel olarak kontrol eder. Çalıştırması basittir. Bu tip tezgahlar talaşlı imalatın birçok operasyonunda yer alırlar.
NC (Sayısal Kontrol) Takım Tezgahları:
Nc tezgahlar, belirli harf ile rakamlardan meydana gelmiş, mantıksal sıraya göre yazılmış kodlar yardımıyla işletilir. Bu tip tezgahlarda bilgisayar yoktur.
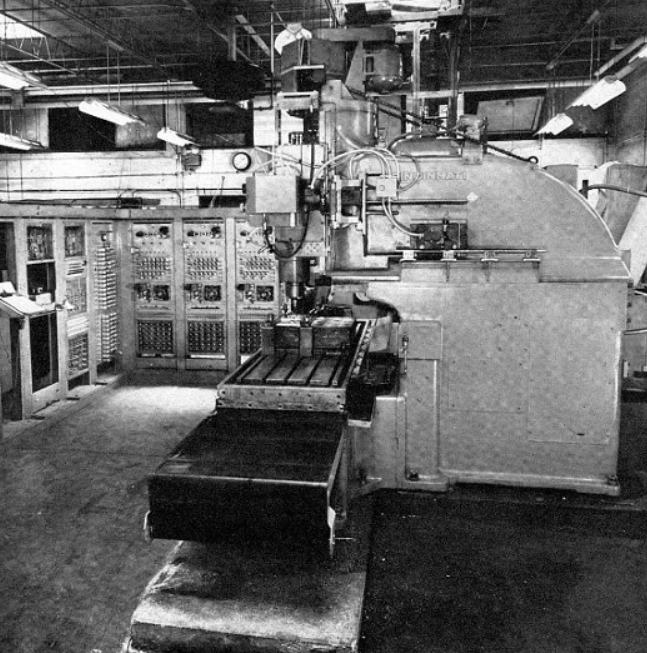
NC tezgah fikri ilk olarak ikinci Dünya savaşı sırasında ortaya çıkmıştır. Kompleks silah parçalarının hassas olarak işlenmesi mevcut tezgahlar ile mümkün değildi. Söz konusu ihtiyaca yönelik olarak 1952 yılında A.B.D’li bilim insanları manuel freze tezgahını NC ile donatmışlardır. Böylelikle bu alanda ilk başarılı girişimde bulunmuşlar ve NC tezgah devrini başlatmışlardır.
CNC (Bilgisayarlı Sayısal Kontrol) Takım Tezgahları:
CNC takım tezgahları, NC kodların bilgisayar denetiminde işletilmesiyle çalışır. Bilgisayar tezgaha entegre edilmiştir.
İş parçası belirlenen ölçü, devir, ilerleme ile seri şekilde imal edilir. CNC tezgahlar talaşlı imalatta hatasız seri üretim için idealdir. Kesintisiz üretim gerçekleştirerek zaman ve enerji tasarrufu sağlamaktadır.
Başlıca Talaşlı İmalat Tezgahları:
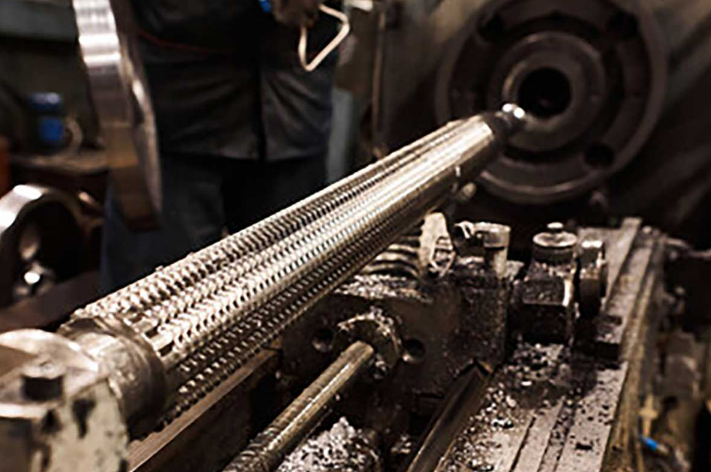
Torna Tezgahları:
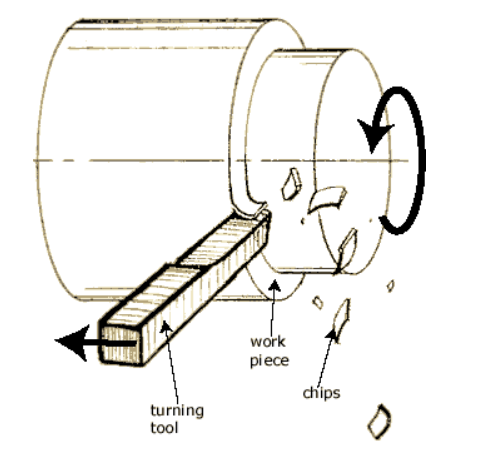
Malzeme kendi ekseni etrafında döner. Malzeme üzerinden doğrusal hareket eden bir kesici takım yardımıyla talaş kaldırılır. Bu işleme tornalama denir. Bu işlemi yapan tezgaha ise torna tezgahı denir. Tornalar günümüzde en çok kullanılan iş makinelerindendir. Teknolojinin de gelişmesiyle torna tezgâhları birçok çeşide ayrılmıştır. Bunlardan bazıları;
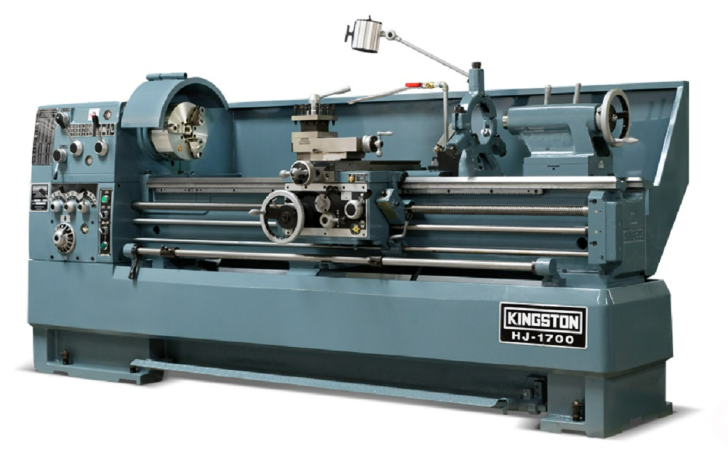
- Üniversal Torna:
En yaygın kullanılan torna tezgahıdır. Birçok çeşidi vardır. Pek çok talaş kaldırma işlemini yapabilir. Üniversal tornaların sayısal kontrol(NC) sistemi bulunmaz.
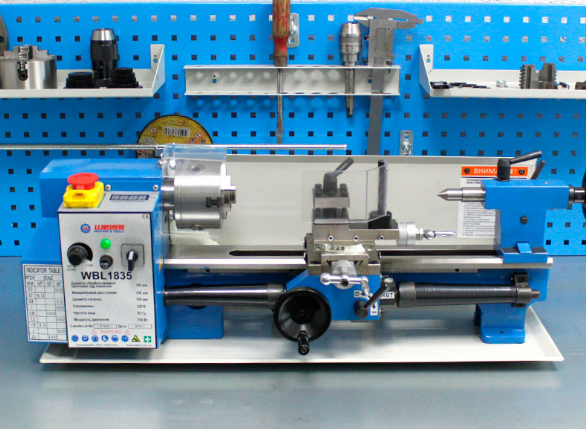
- Masa Tornası:
Diğer torna tezgahları ile kıyaslandığında boyut olarak küçük yapıdadır. Küçük ve hassas parçaların işlenmesinde kullanılır. Masa üzerine monte edildiği için bu isimle adlandırılmıştır.
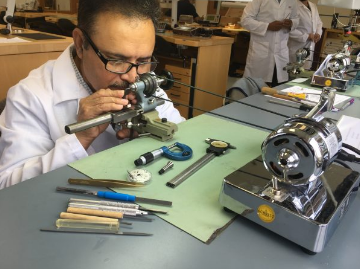
- Saatçi Tornası:
Hassas saat parçalarının işlenmesinde kullanılan küçük boyutlu torna tezgahıdır. Geleneksel saat ustalarının çok yönlü işleme tezgahıdır.

- Hidrolik Kumandalı Torna Tezgahları:
Hidrolik torna tezgahlarında dişli çark sistemleri yerine hidrolik sistemler yerini alır. Hidrolik sistem, dişli sistemli tezgahlara göre daha sessiz ve titreşimsiz çalışır. Bu avantajı sayesinde hassas parçaların işlenmesinde tercih edilebilir.

- Elektronik Kumandalı Torna Tezgahları:
Bu tezgahlar elektronik bir beyne sahiptir. Uzaktan komuta edilebilir. Seri üretim için son derece elverişli bir tezgahtır. Zaman ve enerji tasarrufu sağlayarak birim parça maliyetini düşürürler.
Freze Tezgahları:

Üzerinde kesici ağızlar bulunan takımın kendi ekseni etrafında dönerek malzeme yüzeyinden talaş kaldırmasına frezeleme operasyonu denir.
Frezeleme operasyonunu yapan tezgahlara ise freze tezgahı denir. Pek çok çeşit ve ebatta freze tezgahı bulunmaktadır. Bunlardan bazıları;

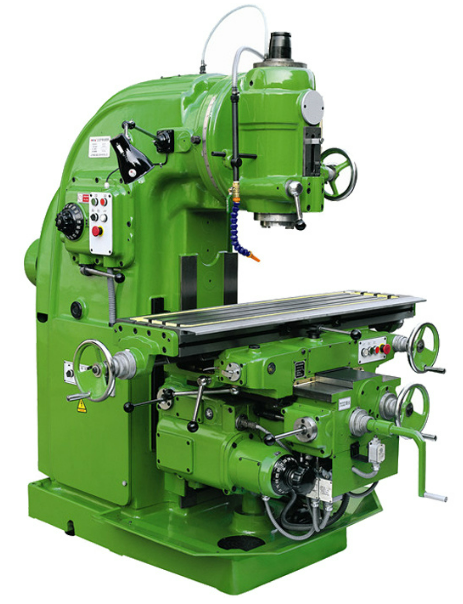
- Üniversal Freze Tezgahı:
Çeşitli frezeleme operasyonları için uygundur. Tabla 45 derece sola-sağa dönme kabiliyetine sahiptir.
Yatay ve düşey frezeleme tezgahlarının birleştirilmiş hali diyebiliriz. Tabla elle veya otomatik olarak hareket ettirilebilir.
- Dikey Freze Tezgahı:
Bu tezgahlarda freze çakısının bağlandığı mil ekseni tezgah tablasına dik konumdadır. İşlenecek malzeme tablaya bağlandığında freze çakısı dik olarak veya belli bir açıya kadar işlem yapabilir.

- Yatay Freze Tezgahı:
Freze çakısının bağlandığı tezgah mil ekseni tablaya paralel konumdadır. Bu nedenle yatay freze tezgahı denilmektedir. Tablanın konsol üzerindeki hareket açıları sabittir.

- Kopya Freze Tezgahı:
Kopya frezenin çalışma prensibi diğer frezelerden farklıdır. Talaş kaldırma işlemini mastar denilen şablona göre yapar. Freze çakısı, mastar kalıbı özel hazırlanmış bir pimle, hidrolik güç yardımıyla izler.

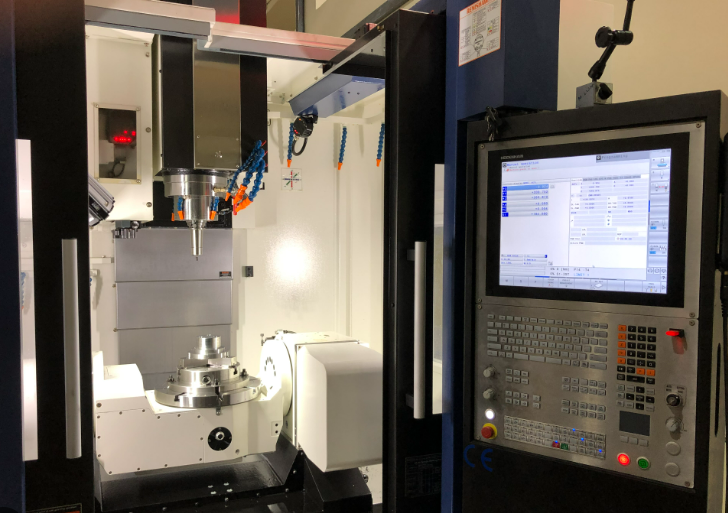
- CNC Freze Tezgahı:
Bu tezgahlar konvansiyonel tezgahlara benzer.
Aralarındaki belirleyici fark bilgisayar kontrol ünitesi entegre edilmiş olmasıdır. Hareket doğrultuları imkan ve kabiliyetlerine göre değişmektedir. Üç eksenli, beş eksenli, yedi eksenli gibi tipleri bulunmaktadır.

Delik Delme(Matkap) Tezgahları:
Talaşlı imalat tekniklerinden biri de delik delme operasyonudur. Delik delme operasyonu için özel olarak tasarlanmış matkap makineleri imal edilmiştir. Bununla birlikte torna, freze tezgahlarında da delik delme operasyonu yapılabilmektedir.
Broşlama Tezgahı:
Broş çekme operasyonunda tığ adı verilen kesiciler kullanılır. Broş çok ağızlı çubuk şeklinde bir takımdır. Geometrik olarak yapısı gereği kademeli olarak kesme ağızları değişmektedir. Broşlama tezgahları yatay ve dikey olarak ikiye ayrılır.
Aşağıdaki videoda broşlama operasyonu örneğini görebilirsiniz; Broşlama Operasyonu
Raybalama Tezgahı:

Raybalama çok ağızlı bir kesme takımı kullanılarak yapılır. Deliği yüksek bir yüzey kalitesinde istenilen hassas ölçüye getirir. Raybalama işlemi esas olarak matkap tezgahlarında yapılır. Bununla birlikte torna, freze tezgahlarında da raybalama işlemi yapılabilmektedir.
Vargelleme ve Planyalama Tezgahı:

Tek ağızlı bir takımın doğrusal kesme hareketi ile talaş kaldırma işlemine vargelleme-planyalama denir. Yatay, dikey ve açılı talaş kaldırma işlemleri yapılabilir. İki yöntem birbirine çok benzemektedir. Aralarındaki fark;
Vargellemede ilerleme hareketi takım tarafından, kesme hareketi parça tarafından yapılır. Planyalamada ilerleme hareketi parça ile kesme hareketi takım tarafından yapılır.
Taşlama Tezgahı:
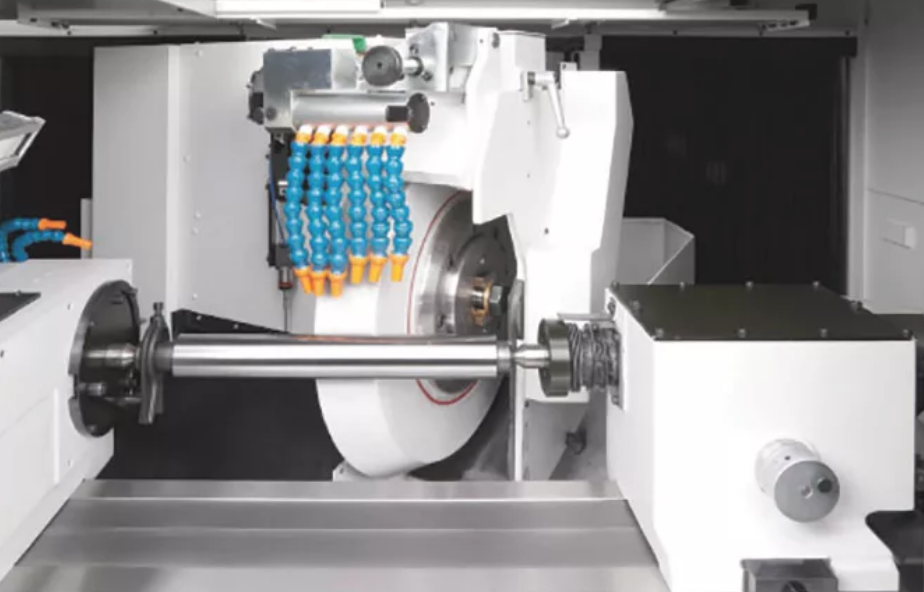
Aşındırıcı takım kullanılarak malzeme yüzeyinden talaş kaldırma işlemine taşlama denir. Taşlama işleminde aşındırıcı (taş), kendi ekseni etrafında döner. Kendi ekseni etrafında dönen taş, tezgahın özelliğine göre ileri geri hareket edebilir. Taşlama yöntemi satıh ve silindirik taşlama olarak ikiye ayrılır. Taşlama operasyonu genellikle talaşlı imalatın son adımını oluşturur. Bu operasyon ile yüksek bir yüzey kalitesi ve hassas ölçü toleransı elde edilmiş olur. Taşlama işleminin yapıldığı tezgahlara taşlama tezgahı denir. Taşlama tezgahları 4 gruba ayrılır bunlar;
Satıh taşlama, silindirik taşlama, puntasız taşlama, cnc taşlama tezgahlarıdır.
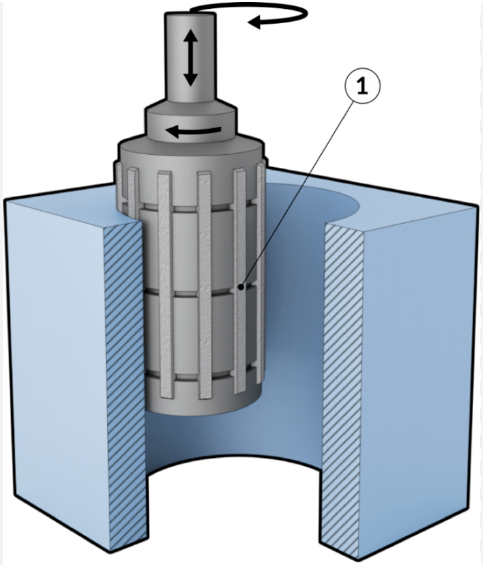
Honlama Tezgahı:

Honlama, silindirik deliklerde hassas bir yüzey elde etmek için kullanılan talaşlı imalat yöntemidir. Honlama işlemini gerçekleştiren takım üzerinde, karbür elmas veya silisyum karbür gibi aşındırıcı taşlar bulunur. Takım kendi ekseni etrafında döner ve periyodik olarak değişen strok hareketi yapar. Strok hareketi sırasında yüzey ile sürekli temas halindedir ve talaş kaldırır. Genellikle motor bloklarında, hassas ölçülü silindirik deliklerde uygulanan talaşlı imalatın son adımıdır. Honlama tezgahları yatay milli ve düşey milli tezgahlar olarak iki gruba ayrılır.
Honlama operasyonuyla ilgili bilgi sahibi olmak için aşağıdaki videoyu izleyebilirsiniz;
Lepleme Tezgahı:
Lepleme, yüksek yüzey kalitesi istenen ürünlerde uygulanan bir yöntemdir. Taşlama sonrasında oluşan hataları gidermek ve iki yüzeyi birbirine alıştırmak için uygulanan talaşlı imalat yöntemidir.

Düzlük, paralellik, kalınlık veya bitirme konusunda çok sıkı toleranslar talep eden ürünler için ayrılmış bir süreçtir.
Leplemeye;
- Hassas bir yüzey kalitesi elde etmek için
- Sızdırmazlık yüzeyleri üretmek için
- Keskin kesme kenarları üretmek için
- Düz gerilimsiz yüzeyler üretmek için
- Bir veri yüzü oluşturmak için
- Yüzeylerin aşınmaya dayanıklı özelliklerini iyileştirmek için ihtiyaç duyulur.
Lepleme, elle ve mekanik olmak üzere iki yöntemle uygulanır. Mekanik lepleme tezgahları;
- Düzlem yüzey lepleme tezgahı
- Silindirik yüzey lepleme tezgahı
- Puntasız lepleme tezgahı
- Makaralı puntasız lepleme tezgahı
- Özel lepleme tezgahları
olmak üzere beş kısma ayrılır. Lepleme operasyonuyla ilgili bilgi sahibi olmak için aşağıdaki videoyu izleyebilirsiniz;